ВИЗУАЛИЗАЦИЯ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ФИНИШНОГО
ФРЕЗЕРОВАНИЯ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ЛОПАТОК КОМПРЕССОРА ВНЕШНЕГО СЖАТИЯ
ПЕРСПЕКТИВНОГО ГТД
С.А. Болсуновский,
В.Д. Вермель, Г.А. Губанов, И.Н. Качарава
sa_bolsunovskiy@mail.ru, vermel@tsagi.ru, glebgubanov@mail.ru,
Iraklykacharava@rambler.ru
Центральный аэрогидродинамический институт им. Проф. Жуковского «ЦАГИ»,
Жуковский, Россия
Аннотация
В модельном производстве ЦАГИ основным технологическим
процессом при изготовлении деталей аэродинамических моделей является высокоскоростное
фрезерование, обеспечивающее выполнение требований по качеству и срокам
изготовления при единичном характере выпуска изделий.
На современном этапе развития высокоскоростной фрезерной
обработки основным фактором, ограничивающим производительность обработки, ее точность
и качество, являются вибрации системы СПИД (станок – приспособление –
инструмент − деталь). Особенно острой становится проблема вибраций при фрезеровании
тонких деталей с выраженными продольными и поперечными размерами. В частности,
к таким деталям относились лопатки аэродинамических моделей компрессора ГТД,
подлежащие изготовлению в модельном производстве. Их характерной особенностью
является малая толщина от 5 до 1,2мм относительно продольной оси, от комля до
концевого сечения (Рис.1). При получистовой и чистовой обработке с
рекомендованной скоростью резания и другими параметрами (ширина и глубина
фрезерования, подача на зуб), возникающие вибрации приводят к необратимой порче детали.
Характерный пример результата вибраций в процессе фрезерования, показан на
рисунке 2а. Возникающие вибрации с значительными амплитудами колебаний
обусловлены резонансом между собственными частотами обрабатываемой детали и
частотным спектром силы резания, определяемым частотой вращения фрезы и
соответствующим воздействием зубьев в ее режущей части на деталь. Подбирая
частоту вращения фрезы за пределами резонанса, можно исключить возникновение вибраций.
Содержание
1.
Частотное воздействие фрезы на обрабатываемую деталь. 2
2.Определение
частоты вращения фрезы при обработке лопатки. 4
Список
использованных источников. 9
В ЦАГИ разработана методика выбора параметров
высокоскоростной фрезерной обработки при изготовлении тонких деталей с
использованием расчетных систем PATRAN-NASTRAN и CATIA-ANALYSIS. В
расчете определяются собственные частоты и формы колебаний обрабатываемой
детали, закрепленной на столе станка. В корпоративном программном обеспечении ЦАГИ
рассчитывается циклограмма силы резания и соответствующий ей частотный спектр
воздействия на деталь (Рис.3). Рабочая частота вращения фрезы подбирается таким
образом, чтобы исключить взаимодействие гармоник спектра силы резания и
собственных частот колебаний детали.
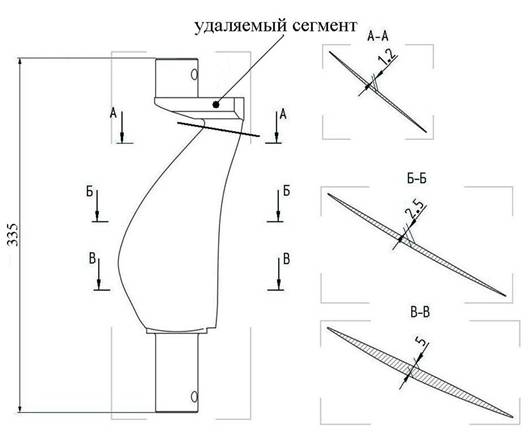
Рис.1 – модель аэродинамической лопатки компрессора ГТД
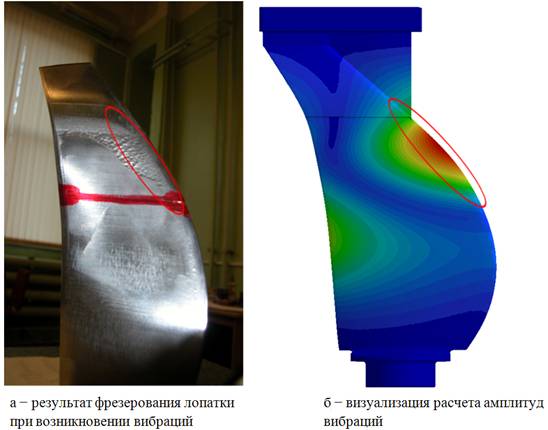
Рис.2
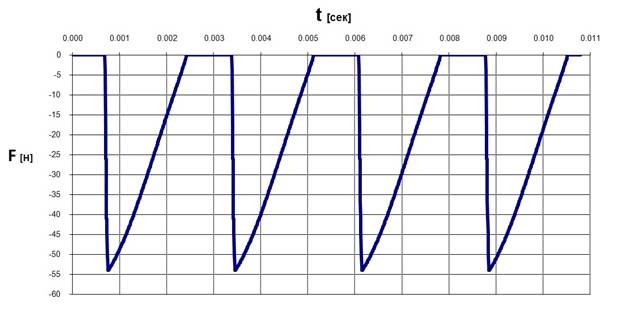
а − циклограмма силы резания при обработке
лопатки ГТД на станке с ЧПУ
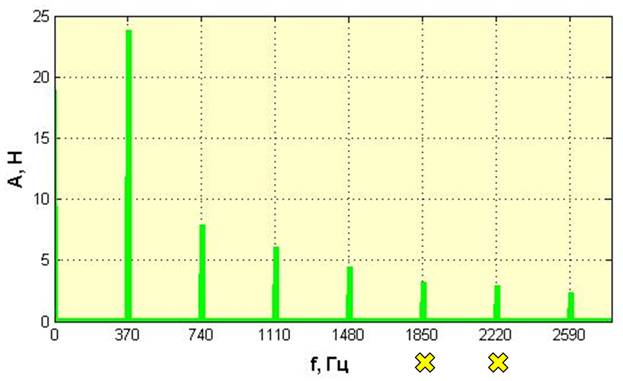
б − спектр силы резания при обработке
лопатки ГТД на станке с ЧПУ
Рис.3
Важным условием корректировки рабочей частоты
вращения фрезы является визуализация частотного спектра после разложения
циклограммы, характеризующей силу резания, в соответствующие компоненты
гармонического ряда Фурье. Применительно к обработке рассматриваемой лопатки
амплитудно-частотная характеристика спектра для силы резания существенных компонент
ряда Фурье показано на рисунке 3б.
Видно, что наиболее существенное
воздействие на лопатку − при частоте 370Гц, с экспоненциальным затуханием
до 2590Гц.
Начальное значение частоты
вращения фрезы определяется из условия резания для конкретного материала и режущих
пластин, устанавливаемых на фрезе (материала режущей части для монолитной
фрезы).
Для решения задачи в нашей
методике выполняется следующая последовательность действий:
Технолог назначает расположение
технологических упоров (платиков), используемых для базирования и закрепления
обрабатываемой детали (рис.4а). Лопатка разбивается на ряд зон выделяемых по
продольному размеру лопатки. В примере выделяется пять зон: L = 0; 50; 100; 168; 190 209мм.
Для каждой зоны создается конечно-элементная модель с соответствующими
граничными условиями закрепления. Затем выполняется расчет первых пяти форм
колебаний лопатки. Их количество определено в результате специального анализа
амплитуд колебаний для характерных деталей. Для более высоких форм колебаний –
амплитуды существенно малы и не влияют на качество фрезерной обработки. В
таблице 1, представлены результаты расчетов собственных частот, для
рассматриваемых форм (мод) колебаний.
Этап обработки
L [мм] |
0 |
50 |
100 |
168 |
190 |
209 |
№ моды |
1 |
641,0 |
553,0 |
541,9 |
597,5 |
604,2 |
583,6 |
2 |
1097,8 |
898,7 |
872,5 |
1006,7 |
940,3 |
926,3 |
3 |
1527,7 |
1406,5 |
1354,1 |
1259,6 |
1204,1 |
1146,3 |
4 |
2255,9 |
2163,3 |
2076,6 |
1741,0 |
1558,8 |
1545,1 |
5 |
2638,2 |
2446,3 |
2417,1 |
2136,2 |
2075,6 |
1922,0 |
Таблица 1– значения собственных частот [Гц] колебаний
лопатки.
Визуализация форм колебаний является
весьма важной для оценки характера колебаний и достаточности, введенных опорных
платиков, которая наиболее просто выполняется специалистом по зрительному
восприятию строящихся изображений. В частности видно, что колебания являются
изгибно-крутильными, а уровень амплитуд, позволяет ограничиться одним платиком,
присоединенным к концу лопатки, без зачастую используемого дополнительного
промежуточного платика, присоединенного к передней кромке.
Как видно на рисунке 4а по мере
обработки расширяется обработанная зона (характерный размер L) и сужается зона с припуском. В результате частотные
характеристики лопатки, по мере съема припуска изменяются. Значения резонансных
собственных частот для пяти рассматриваемых форм колебаний по длине
обработанной
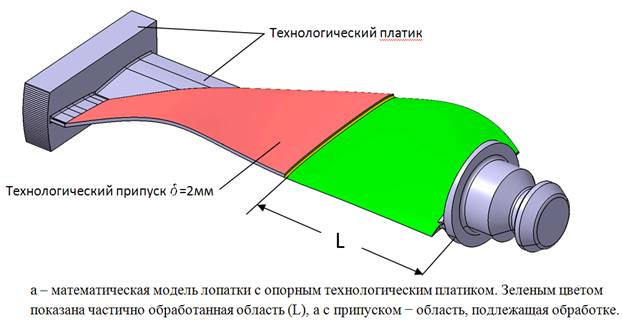
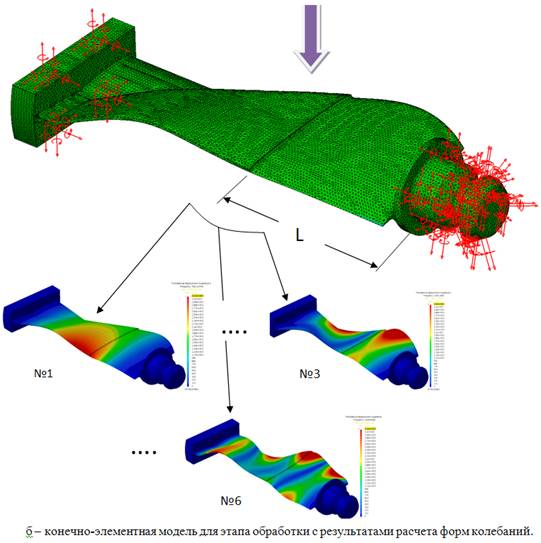
Рис.4
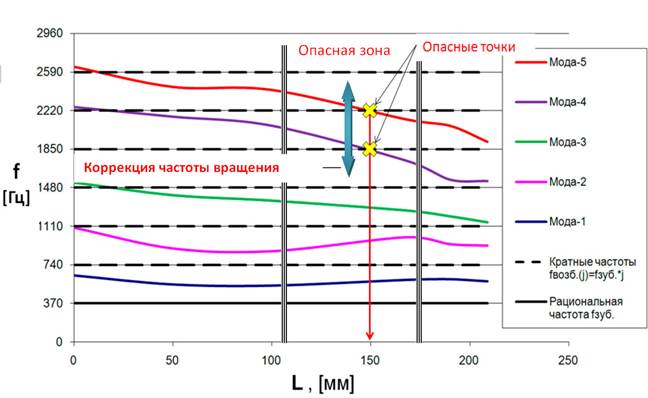
Рис.5 – зависимость значения резонансных частот, по длине обработанной
зоны лопатки
зоны лопатки показаны на рисунке 5. На графике
вертикальными прямыми выделена, опасная по возможности развития высокоамплитудных
резонансных вибраций, зона.
Она определяется с одной стороны: малой
толщиной, с другой – удаленностью с закрепленных краев лопатки. На вертикальной
оси графика нанесены частоты из спектра силы резания построенного на рисунке 3.
Видно, что две из них пересекают кривые резонансных частот лопатки (отмечены
жирными маркерами на рисунках 3 и 5) в опасной зоне. Необходим поверочный
расчет амплитуд максимальной вибрации лопатки под фрезой, для определения
коррекции частоты вращения фрезы, для выхода из резонанса.
Результаты поверочного расчета показаны на рисунке 6. На позиции фрезы,
возбуждающей колебания лопатки – L=150мм видно, что
для анализируемой детали, максимальные амплитуды вибраций находятся вне точки
касания с фрезой и коррекции частоты вращения фрезы не требуется.
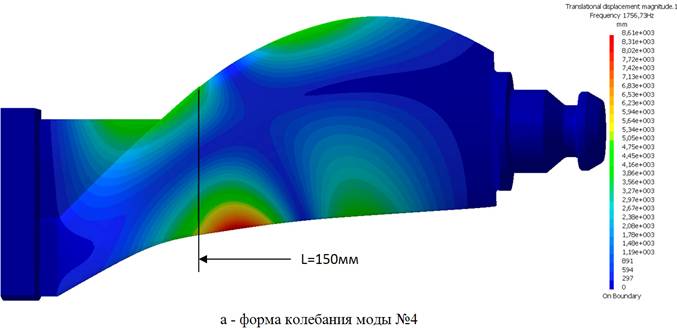
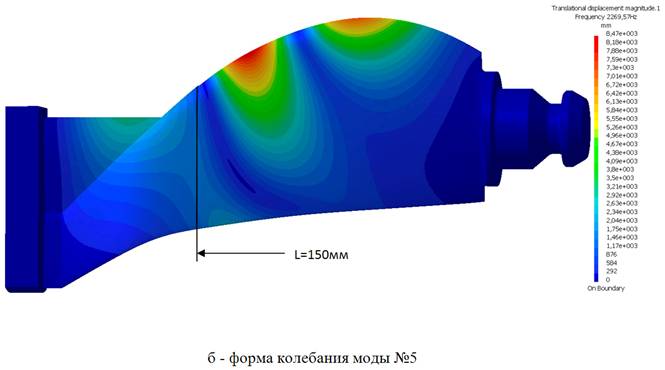
Рис.6 - формы колебаний при этапе обработки L=150мм.
1. Вермель В.Д. Развитие
автоматизации проектирования и изготовления аэродинамических моделей самолетов
в 1990-2000 гг. В сб. “Проблемы создания перспективной авиационно-космической
техники”. М.: Физматлит, 2005.
2. Nader G. Zamani, CATIA V5 FEA Tutorials, University
Windsor.
3. Образцов И.Ф. Булычев Л.А.
Васильев В.В. и др. Строительная механика летательных аппаратов. М.: Машиностроение,
1986г. 536с.
4. Г.А. Губанов, Расчетная
оценка и экспериментальное измерение усилий резания при высокоскоростном
фрезеровании // Материалы XXII школы-семинара «аэродинамика
летательных аппаратов» /Центральный аэрогидродинамический институт. – 2011. –
с. 54-55.
5. Болсуновский С.А.,
Вермель В.Д., Минаев В.Д., Чернышев Л.Л.,
Шиняев А.В. Опыт обработки модели лопатки биротативного компрессора
// Авиационно-космическая техника и технология, 2009. ‑ №10. –
с. 27-30.
VISUALIZATION DURING DEVELOPING OF THE FINISHING MILLING PROCESS OF THE COMPRESSOR BLADE'S AERODYNAMIC MODEL FROM GAS TURBINE ENGINE (GTE) WITH OPEN ROTOR
S. Bolsunovskiy
sa_bolsunovskiy@mail.ru
Central Aerohydrodynamics Institute "TsAGI”, Zhukovskiy, Russia
V.Vermal
vermel@tsagi.ru
Central Aerohydrodynamics Institute "TsAGI”, Zhukovskiy, Russia
G. Gubanov
glebgubanov@mail.ru
Central Aerohydrodynamics Institute "TsAGI”, Zhukovskiy, Russia
I. Kacharava
Iraklykacharava@rambler.ru
Central Aerohydrodynamics Institute "TsAGI”, Zhukovskiy, Russia
Abstract
We describe the results of scientific work carried out from 2008 to 2010 in Central Aero-Hydrodynamic Institute (TsAGI). This work is focused on developing high-speed milling technology of thin-walled parts, such as rotor blades of gas turbine engine (GTE), within the framework of European cooperative project DREAM. In particular, we consider unconventional treatment process of aerodynamic model of compressor blade from GTE with open rotor. The results demonstrate convincingly efficiency of using software tools with visualization capabilities of research activity.
Keywords: visualization, chemical mechanisms, reaction pathway diagram.
References
1. Vermel V.D. Razvitie avtomatizatsii proektirovaniya i izgotovleniya aerodinamicheskikh modeley samoletov v 1990-2000 gg. [Development of Computer Aided Design and manufacture of aerodynamic aircraft models in 1990-2000]. Problemy sozdaniya perspektivnoy aviatsionno-kosmicheskoy tekhniki [The problems of creating a promising aerospace technology." “Fizmatlit]. Fizmatlit, Moscow, 2005.
2. Nader G. Zamani, CATIA V5 FEA Tutorials, University Windsor.
3. Obraztsov I.F. Bulychev L.A. Vasilev V.V. i dr. Stroitelnaya mekhanika letatelnykh apparatov [Structural mechanics and other aircraft]. Mashinostroenie, Moscow. 1986. pp. 536.
4. G.A. Gubanov, Raschetnaya otsenka i eksperimentalnoe izmerenie usiliy rezaniya pri vysokoskorostnom frezerovanii [Estimation and experimental measurement of cutting forces in high-speed milling]. Proceedings of the XXII Summer School "aerodynamics of aircraft" 2011. pp. 54-55.
5. Bolsunovskiy S.A., Vermel V.D., Minaev V.D., CHernyshev L.L., SHinyaev A.V. Opyt obrabotki modeli lopatki birotativnogo kompressora [Estimation and experimental measurement of cutting forces in high-speed milling]. Aviatsionno-kosmicheskaya tekhnika i tekhnologiya [Aerospace Engineering and Technology], 2009. no 10. pp. 27-30.